噴粉工藝也稱(chēng)粉沫涂裝,是近幾十年迅速發(fā)展起來(lái)的一種新型涂裝工藝,所使用的原料是塑料粉末。早在四十年代有些*便開(kāi)始研究實(shí)驗(yàn),但進(jìn)展緩慢。1954年德國(guó)的詹姆將聚乙烯用流化床法涂覆成功,1962年法國(guó)的塞姆斯公司發(fā)明粉靜電噴涂后,粉末涂裝才開(kāi)始在生產(chǎn)上正式采用,近幾年來(lái)由于各國(guó)對(duì)環(huán)境保護(hù)的重視,對(duì)水和大氣沒(méi)有污染的粉末涂料,得到了迅猛發(fā)展。
突出優(yōu)點(diǎn)
1、一次涂裝可以得到較厚的涂層,例如涂覆100~300μm的涂層,用一般普通的溶劑涂料,約需涂覆4~6次,而用粉末涂料則一次就可以達(dá)到該厚度。涂層的耐腐性能很好。
2、粉末涂料不含溶劑,無(wú)三廢公害,改善了勞動(dòng)衛(wèi)生條件。
3、采用粉末靜電噴涂等新工藝,效率高,適用于自動(dòng)流水線(xiàn)涂裝,粉末利用率高,可回收使用。
4、除熱固性的環(huán)氧、聚酯、丙烯酸外,尚有大量的熱塑性耐脂可作為粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龍、聚碳酸脂以及各類(lèi)含氟樹(shù)脂等。
粉末涂料開(kāi)始用于防護(hù)和電氣緣方面,隨著科技的發(fā)展,已廣泛使用于汽車(chē)工業(yè)、電氣絕緣、耐腐蝕化學(xué)泵、閥門(mén)、汽缸、管道、屋外鋼制構(gòu)件、鋼制家具、鑄件等表面的涂裝。 我國(guó)自六十年代開(kāi)始粉末涂裝的實(shí)驗(yàn)研究,并在生產(chǎn)上得到應(yīng)用。發(fā)展已廣泛得到使用。
工藝介紹
流化床涂裝法
(又稱(chēng)沸騰床)
它是由多孔隔板和容器組成,多孔隔板將容器分為上下兩個(gè)部分。
其工作過(guò)程是這樣的:向隔板以下的容器部分通入壓縮空氣,壓縮空氣通過(guò)多孔隔板使上面粉末未受空氣流的作用懸浮起來(lái),并在上部容器內(nèi)滾翻,呈現(xiàn)"沸騰"狀態(tài)。經(jīng)預(yù)熱的工件通過(guò)"沸騰"的粉末區(qū)達(dá)到涂覆的效果。工件的預(yù)熱溫度可稍高于粉末的熔融溫度。
近幾年來(lái)流化床工藝得到了一些改進(jìn),并與靜電粉結(jié)合起來(lái)形成靜電流化床粉末噴涂,已得到大范圍的使用。
要使涂層獲得較好的效果,應(yīng)注意以下幾個(gè)方面:
1)流化床的結(jié)構(gòu)形式要求簡(jiǎn)單,內(nèi)部光滑避免死角,******設(shè)有震動(dòng)裝置。
2)流化床中的多孔隔板,應(yīng)有一定的孔徑和空密度分布。
3)粉末粒子的大小以通過(guò)50~150目/網(wǎng)篩孔為好,形狀接近球形較為理想。
4)粉末涂料的含水量要求盡量低,以避免流化不良和涂層氣泡。
5)壓縮空氣的流速和流量必須調(diào)整至粉末涂料穩(wěn)定地流化,不致溢出,同時(shí)壓縮空氣應(yīng)凈化、干燥。
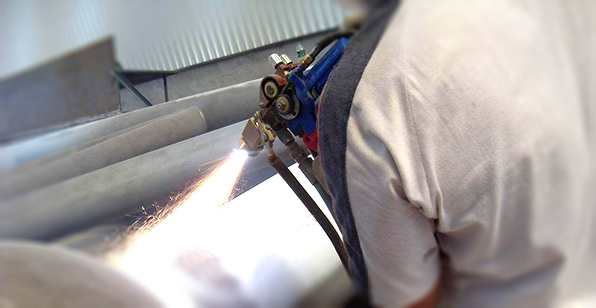
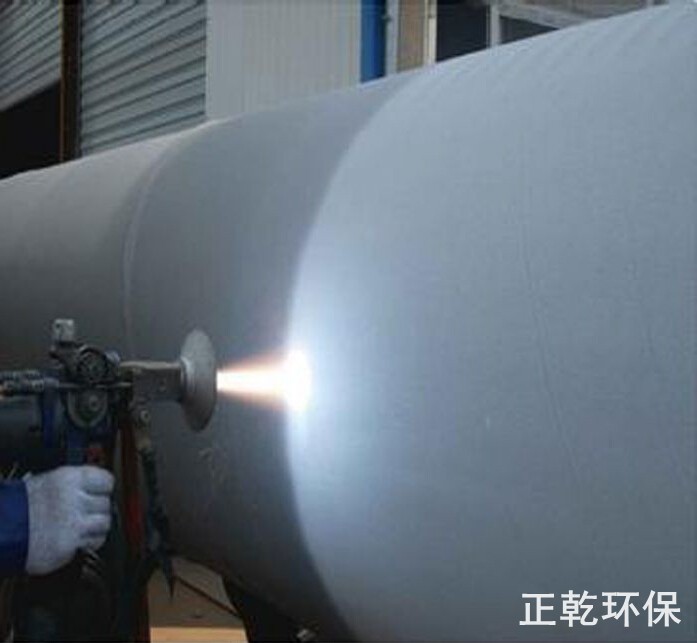
火焰噴涂法
在氧乙炔焰中,粉末以50m/s左右的速度通過(guò)噴槍口的高溫區(qū),受熱成為熔融或半熔融狀態(tài),噴至被預(yù)熱的表面上,直到所需的厚度。粉末火焰噴涂工藝比較簡(jiǎn)單,可用于導(dǎo)軌面的噴涂,以及機(jī)械磨損修復(fù)工作。
熱熔敷法是介于火焰噴涂和流化床之間的工藝,其過(guò)程是先將工件預(yù)熱至粉末熔融溫度以上,然后用噴槍把粉末噴上,借工件熱量來(lái)熔融成涂層。
靜電粉末噴涂
這是粉末涂裝中目前發(fā)展較
快的一種重要施工工藝。
1)基本原理
在噴槍與工件之間形成一個(gè)高壓電暈放電電場(chǎng),當(dāng)粉末粒子由噴槍口噴出經(jīng)過(guò)放電區(qū)時(shí),便補(bǔ)集了大量的電子,成為帶負(fù)電的微粒,在靜電吸引的作用下,被吸附到帶正電荷的工件上去。當(dāng)粉末附著到一定厚度時(shí),則會(huì)發(fā)生"同性相斥"的作用,不能再吸附粉末,從而使各部分的粉層厚度均勻,然后經(jīng)加溫烘烤固化后粉層流平成為均勻的膜層。
2)粉末靜電噴涂工藝流程
典型的粉末靜電噴涂(金屬)工藝流程如下:上件→脫脂→清洗→去銹→清洗→磷化→清洗→鈍化→粉末靜電噴涂→固化→冷卻→下件
粉末靜電噴涂(板材)工藝流程如下:板吊掛→預(yù)熱導(dǎo)電→靜電噴涂(底涂)→熱熔固化→冷卻→卸板
3)影響粉末靜電噴涂質(zhì)量的主要因素
粉末靜電噴涂中,影響噴涂質(zhì)量因素除了工件表面前處理質(zhì)量的好壞以外,還有板材的含水量、噴涂時(shí)間、噴槍的形式、噴涂電壓、噴粉量、粉末導(dǎo)電率、粉末粒度、粉末和空氣混合物的速度梯度等。
1、粉末的電阻率
粉末的電阻率在1010~1016歐姆/厘米較為理想,電阻率過(guò)低易產(chǎn)生粉末再分散,電阻率過(guò)高會(huì)影響涂層厚度。
2、噴粉量
在噴涂開(kāi)始階段,噴粉量的大小對(duì)膜厚有一定的影響,一般噴粉量小,沉積率高。噴粉量一般控制在50克/分到1000克/分范圍內(nèi)。
3、粉末和空氣混合物的速度和梯度
速度梯度是噴槍出口處的粉末空氣混合物的速度與噴涂距離之比,在一定噴涂時(shí)間內(nèi),隨著噴涂梯度的增大膜厚將減小。
4、噴涂距離
噴涂距離是控制膜層厚的一個(gè)主要參數(shù).一般控制在距工件10~25厘米,多由噴槍形式來(lái)決定.
5、噴涂時(shí)間
噴涂時(shí)間與噴涂電壓、噴涂距離、噴涂量等幾項(xiàng)參數(shù)是相互影響當(dāng)噴涂時(shí)間增加及噴涂距離很大時(shí),噴涂電壓對(duì)膜厚極限值的影響減小。隨著噴粉時(shí)間的增加,噴粉量對(duì)膜厚的增長(zhǎng)率的影響顯著減小。
4)水分散粉末涂裝
水分散粉末涂料是將粉末涂料穩(wěn)定的分散與水介質(zhì)中,它兼具水性涂料與粉末涂料的優(yōu)點(diǎn),在工藝上可以使用包括浸、刷、噴、靜電涂裝在內(nèi)的一切常規(guī)手段。
5)粉末電泳涂裝
它是綜和粉末涂裝與電流涂裝的產(chǎn)物,兼具二者特點(diǎn)。其基本原理是將粉末粒子(一般要求40μm以下),分散與含電泳樹(shù)脂的水溶液之中,以水性電泳樹(shù)脂為載體,以粉末粒子為成膜物質(zhì),使粉末粒子帶上電荷,在直流電場(chǎng)中電泳沉積成膜。它適用于形狀復(fù)雜的工件施工。






















 聯(lián)系電話(huà)
聯(lián)系電話(huà)
 在線(xiàn)咨詢(xún)
在線(xiàn)咨詢(xún)
 在線(xiàn)留言
在線(xiàn)留言
 在線(xiàn)留言
在線(xiàn)留言
 聯(lián)系我們
聯(lián)系我們
 在線(xiàn)QQ
在線(xiàn)QQ
 回頂部
回頂部
